
Personalizarea diferitelor axe de mașină -unelte și axe electrice
Cat:Piese de mașină -unelte
Categorie: Produse auxiliare de producție Prezentare generală a produsului: Compania a adoptat certificarea diferitelor sisteme, cum...
Mai mult01
Originea râșniței centrale
Originea polizorului central poate fi urmărită până la începutul secolului XX. La acea vreme, automobilele s-au dezvoltat rapid, iar peste 20 de companii de automobile, precum Mercedes-Benz, Ford și General Motors, au fost înființate una după alta. Formularul organizațional de producție de automobile a introdus standardizarea și producția de linii de asamblare. Grinder -ul central s -a născut sub cererea industriei auto pentru volumul ridicat de producție de piese de precizie.

Atelier de producție auto la începutul secolului XX
În 1921, Cincinnati Milling Machine Company a acceptat o comandă de râșniță de la Ford Motor Company, a fabricat zece tociferente centrale pentru timp și le -a livrat la Ford pe 17 februarie 1922.

Mașina de polizor central din Cincinnati livrată la Ford
Odată cu nașterea polizorului central, precizia dimensională și rotunjimea pieselor au crescut direct cu un sfert, iar timpul de producție a scăzut la o zecime din original. Această tehnologie de măcinare centrifugă nu numai că permite producerea în masă, dar permite fabricarea de piese interschimbabile.
02
Dezvoltarea de mașini de măcinare fără centre în țara noastră
În țara mea, Grinders-ul central a început târziu, dar s-au dezvoltat relativ rapid și au experimentat trei etape majore: producția de imitație, auto-design și design modern.
1. Etapa de producție de imitație
1954-1960 a fost etapa de imitație. În 1954, fabrica de mașini -unelte Wuxi a imitat obișnuitul Grinder M2075. În 1957, s -a imitat o poltă largă de nisip M1075K.

Mașina centrală a țării mele (sursa de imagine: site -ul oficial al fabricii Wuxi Machine -Tool))
2. Etapa de auto-proiectare-Dezvoltarea autovehiculului din polizorul central al țării mele M1025
În octombrie 1956, fabrica de mașini -unelte Wuxi a început să proiecteze râșnița M1025 sub îndrumarea experților sovietici. Prin eforturile comune ale tehnicienilor și ale muncitorilor vechi, au fost depășite diverse dificultăți tehnice. În martie 1958, noul produs a fost asamblat și evaluarea a fost adoptată.
Aceasta este polizorul proiectat de Wuxi Machine Tool Factory și este, de asemenea, polizorul auto-dezvoltat din țara mea. Dezvoltarea cu succes a acestei râșnițe centrale a acumulat multă experiență valoroasă pentru cercetarea și dezvoltarea ulterioară a polizorului nostru central.
Din 1961 până în 1970, au fost proiectate în China, în China au fost proiectate mașini speciale de măcinare specială fără centre de măcinare pentru prelucrarea valvelor de gaz, pinii cu bilă, arbori încrucișați, conducte de oțel, arbori de motor, etc. Acestea marchează maturitatea auto-proiectărilor de marmuitoare fără centre din țara noastră. În această perioadă, Wuxi Machine Tool Factory, Xianfeng Machine Tool Factory, Benxi Second Machine -Tool Factory, Changchun Machine Tool Factory și alți producători au produs succesiv o serie de mașini obișnuite de măcinare centrală.
3. Etapa modernă de design
Odată cu dezvoltarea științei și tehnologiei, de la începutul anilor 1980, a intrat în etapa de design modern. Țara mea nu a dezvoltat doar o nouă generație de marmuitoare de înaltă precizie și de tocat fără viteză, dar și design modular aplicat, design static și dinamic de elemente finite, proiectare și optimizare asistată de computer la proiectarea de tocaturi fără centre.
03
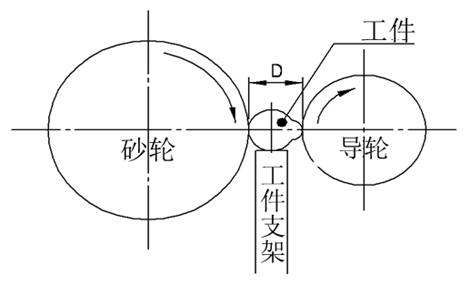
Principiul de lucru și metoda de râșniță centrală. După cum sugerează și numele, polizorul central este un tip de polizor care nu are nevoie să strângă centrul piesei de prelucrare. Este compus în principal din trei mecanisme: roata de măcinare, roata de ghidare (roata de reglare) și suportul piesei de lucru (palet). Funcția roții de măcinare este de a îndepărta suprafața de la măcinare și de a genera gradul de lumină dorit; Funcția roții de ghidare este de a controla viteza de rotație a măcinării; Suportul piesei este utilizat pentru a susține măcinarea în timpul măcinării.
Conform metodei de alimentare a piesei de lucru, există trei metode de măcinare fără centrală:
Metoda de alimentare a direcției transversale: potrivită pentru șlefuirea pieselor de lucru cu mai multe diametrice sau în formă specială. Metoda de hrănire prin alimentate: are o eficiență ridicată a producției pentru șlefuirea rolelor de ac, role cilindrice și role conice. Metoda de alimentare tangențială: capacitatea de a macina o piesă de lucru în formă specială, cum ar fi un role sferic.
04
Avantaje și dezavantaje ale șlefuirii centrale și a măcinatului cilindric
Știm că, printre toalete, măcinile cilindrice sunt mașinile -unelte utilizate pe scară largă și pot prelucra diverse suprafețe exterioare conice cilindrice și marmuitoare de suprafață a umărului. Deci, atunci când prelucrăm o piesă de lucru, ar trebui să alegem măcinarea fără centrală sau măcinarea cilindrică? Acest lucru necesită înțelegerea caracteristicilor și avantajelor și dezavantajelor acestora.
Tocmai am introdus principiul de lucru al râșniței centrale, iar următoarele sunt caracteristicile sale.
1.. Procesare continuă, nu este nevoie să retrageți instrumentul, timp scurt pentru prinderea pieselor de lucru și productivitate ridicată.
2. Mecanismul de poziționare a roților și de ghidare a roții are o rigiditate de susținere mai bună decât tovarășele cilindrice obișnuite și mecanismul cadrului central și poate fi mai mare în volumul de tăiere, ceea ce este propice prelucrării pieselor de lucru arbore zvelte, ceea ce face ușor obținerea de măcinare de mare viteză și șlefuire puternică.
3. Piesa de lucru a râșniței cilindrice exterioare centrale este poziționată pe mecanismul de poziționare de către râșnița cilindrică exterioară. Cantitatea de măcinare este alocația în diametrul piesei de prelucrat. Prin urmare, uzura roții de măcinare, compensația mecanismului de alimentare și eroarea de precizie de poziționare repetată a mecanismului de tăiere pe diametrul și precizia dimensională a piesei este doar jumătate din cea a tocatului cilindric exterior obișnuit. Nu este nevoie să găuriți o gaură centrală și este ușor să obțineți încărcarea și descărcarea automată.
4. Roata largă a roții de măcinare trece prin mecanismul, care poate crește de fiecare dată alocația de procesare. Când se taie în măcinare, suprafețele complexe pot fi măcinate în secvență sau mai multe roți de măcinare, care are o productivitate ridicată și o gamă largă de aplicații.

În comparație cu marmuitoarele cilindrice exterioare centrale, următoarele caracteristici sunt:
1. În ceea ce privește eficiența de măcinare, măcinarea cilindrică este mult mai rea decât măcinarea fără centrală, astfel încât costul de producție este relativ mare.
2. Cu toate acestea, în comparație cu măcinarea centrifugă, avantajele măcinarea cilindrică externă sunt, de asemenea, foarte evidente. În al doilea rând, arborele pas poate fi măcinat; Dacă este o râșniță cilindrică externă CNC, acesta poate fi, de asemenea, măcinat pe suprafețe medii și înalte sau arc.
3. În ceea ce privește precizia cilindrică generală, măcinarea cilindrică este în general mai bună decât măcinarea centrifugă.
05
Procesare fără polizor central Locomotive Diesel Motor Valvă
După introducerea avantajelor și dezavantajelor de măcinare fără centrală și măcinare cilindrică, să aruncăm o privire asupra unui caz practic de aplicație.

Robinetă de motor diesel locomotive
Supapele sunt o parte importantă a funcționării motoarelor diesel. În anii ’70 și la mijlocul anilor ’80, compania a adoptat procesul tradițional de măcinare cilindrică (ambele metoda de poziționare a sfârșitului), dar din moment ce raportul lungimea-diametru a tijei de supapă este mai mare de 10 (vezi figura de mai jos).
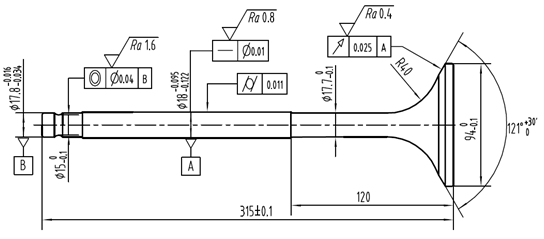
Valva motorului diesel locomotivă DF11
Metoda tradițională de măcinare cilindrică reduce foarte mult rigiditatea sistemului de proces de măcinare. În același timp, există, în general, inegalitatea dimensiunii tijei de supapă după măcinare, în special problemele defectelor de tobă din tijă și eficiența scăzută de procesare nu au fost bine rezolvate.
La mijlocul anilor '80, compania a introdus mașini japoneze de măcinare centrală. Calea generală a tehnologiei de procesare a valvei a fost reproiectată în jurul tijei prin metoda de măcinare fără centru (metoda de șlefuire a tăierii). În procesul ulterior de procesare, avantajul procesului de măcinare fără centrală a tijei de valvă a fost clar reflectat, manifestat în principal în: consistență de toleranță dimensională bună (în termen de 0,02 mm), o bună uniformitate a rugozității suprafeței (orice rugozitate de suprafață a părții tijei este în interiorul RA0.35), iar șlefuirea fără centrală poate obține cerințe de toleranță de formă și poziție înaltă.
Compania a aflat din zeci de ani de experiență în valvele de fabricație în masă că partea de tijă de supapă adoptă măcinarea fără centre este metoda eficientă și convenabilă de procesare a loturilor. Odată cu dezvoltarea continuă a pieței produselor de valve, cele două linii de producție ale companiei au în prezent multiple mașini de măcinare fără centre (Microsa, Japonia și Guangyang, Japonia) pentru o parte de rod de valvă de măcinare. Specificațiile de procesare a echipamentelor pot întreprinde diferite tipuri de supape marine cu motor diesel cu viteză medie și poate ajuta clienții în cercetarea și dezvoltarea supapelor motoare motoare cu rentabilitate ridicată.

râșniță centrală
06
rezumat
Măcinarea fără centre este o metodă de prelucrare a preciziei eficiente de înaltă producție în metodele de procesare mecanică curentă. Această metodă de măcinare poate permite piesei de lucru să obțină o bună calitate a procesării suprafeței, o precizie ridicată de procesare și o eficiență ridicată de procesare. Este utilizat pe scară largă în procesarea pinilor, a tijelor zvelte și a conductelor cu diametre lungi și este utilizat pe scară largă în câmpul de fabricație a rulmentului.
În ultimii ani, fabricile de mașini -unelte ale țării mele care produc marmuitoare fără centre au ținut pasul cu dezvoltarea timpurilor și s -au străduit să îmbunătățească performanțele de tocat fără centre. Deși există încă un anumit decalaj cu marmuitoare de centru avansate străine în aplicarea de noi materiale și în cercetarea și dezvoltarea noilor tehnologii, producătorii de măcinare centrală din țara mea se confruntă cu dificultăți și se străduiesc să depășească dificultățile tehnice, ceea ce a dus la o tehnologie de poltă centrală a țării mele, care se dezvoltă către protecția de mare viteză, de înaltă preț, eficiență ridicată, de protecție a mediului și informații.

Categorie: Produse auxiliare de producție Prezentare generală a produsului: Compania a adoptat certificarea diferitelor sisteme, cum...
Mai mult
Categorie: Valvă specială CNC MOKINER Prezentare generală a produsului: Compania a adoptat certificarea diferitelor sisteme, cum ar ...
Mai mult
Categorie: Valvă specială CNC MOKINER Prezentare generală a produsului: Compania a adoptat certificarea diferitelor sisteme, cum ar ...
Mai mult
Categorie: Valvă specială CNC MOKINER Prezentare generală a produsului: Compania a adoptat certificarea diferitelor sisteme, cum ar ...
Mai mult
Categorie: Echipament de prelucrare Prezentare generală a produsului: Compania a adoptat certificarea diferitelor sisteme, cum ar fi...
Mai mult
Categorie: Râșniță fără centru Prezentare generală: Compania implementează și implementează diverse cerințe de gestionare a sistemul...
Mai mult
Categorie: Echipament de modelare necompletat de supapă Prezentare generală a produsului: Compania a adoptat certificarea diferitelo...
Mai mult
Categorie: Echipament de modelare necompletat de supapă Prezentare generală a produsului: Compania a adoptat certificarea diferitelo...
Mai mult
Categorie: Produse auxiliare de producție Prezentare generală a produsului: Compania a adoptat certificarea diferitelor sisteme, cum...
Mai mult
Categorie: Produse auxiliare de producție Prezentare generală a produsului: Compania a adoptat certificarea diferitelor sisteme, cum...
Mai mult
 86-13584767515
86-13584767515
86-0515-89500828
 Nr. 1, Zona de concentrare industrială, orașul Wulie, orașul Dongtai, provincia Jiangsu
Nr. 1, Zona de concentrare industrială, orașul Wulie, orașul Dongtai, provincia Jiangsu
Produs

